Welding Cable & Battery Cable
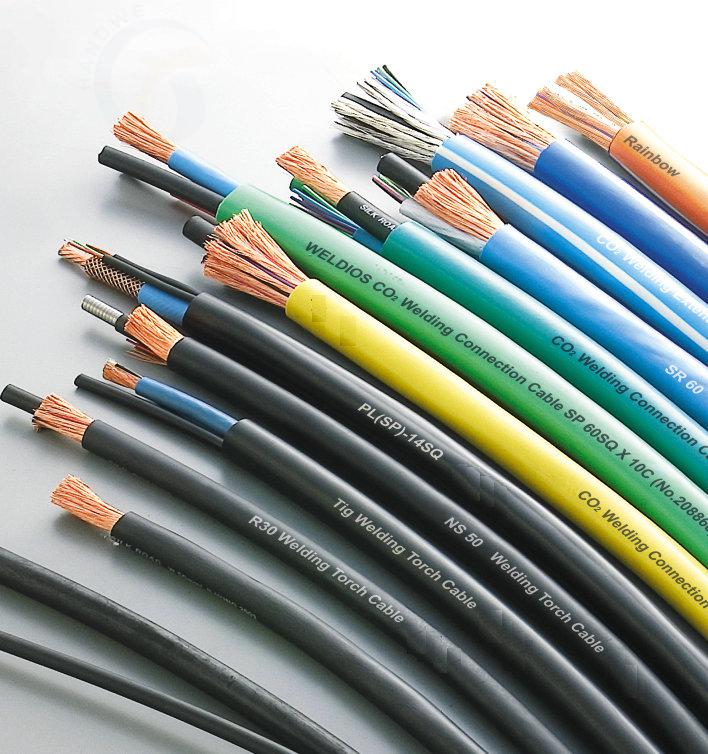



CO2/MIG/MAG Weld torch Cable for Arc welding Machine XLPE Sheathed Kabel Wire
- Inner tube: thermoplastic elastomer.
- Conductor: Stranded BC, or Tinned copper
- Insulation: XLPE
- Outer Jacket: XLPE
- Product description: CO2/MIG/MAG Weld torch Cable for Arc welding Machine XLPE Sheathed Kabel Wire Inner tube: thermoplastic elastomer. control core Conductor: Stranded BC, or Tinned copper Insulation: XLPE, blue, br
CO2/MIG/MAG Weld torch Cable for Arc welding Machine XLPE Sheathed Kabel Wire
application
This cable is used to connect the welding machine and the CO2/MIG/TIG/MAG welding torch. CO2 is passed through the inner tube as a shielding gas. It has many advantages such as high conductivity, good flexibility, crack-proof, aging-proof, wear-proof, oil-proof, corrosion-proof, high temperature-proof, flame retardant, low smoke and non-toxicity. Special cable for secondary side connection of welding machine.The connection between the electrode holder and the welding machine.
Standard
Enterprise standard
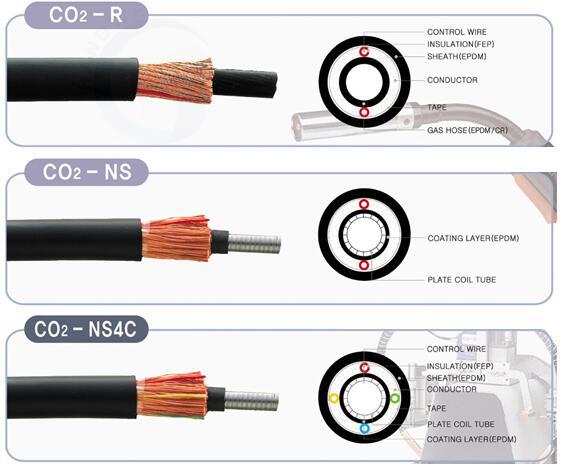
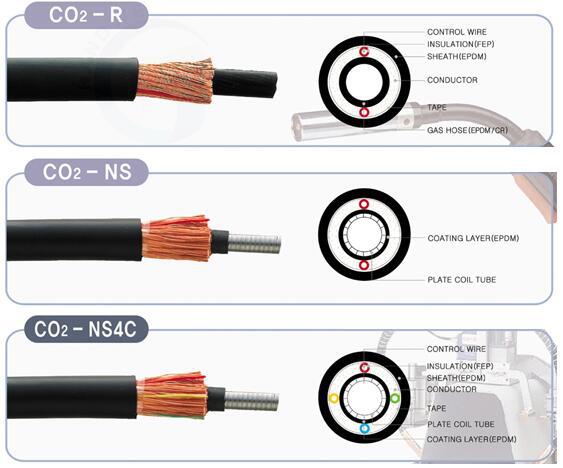
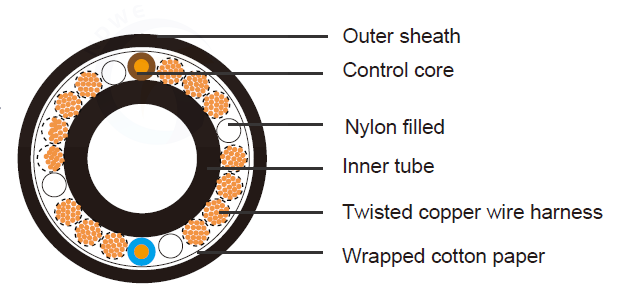
cable structure
Inner tube: thermoplastic elastomer.
control core
Conductor: Stranded BC, or Tinned copper
Insulation: XLPE, blue, brown.
Twisted pair copper wire harness: Stranded annealed copper (minimum 99.95% copper)
nylon filling
Wrap Tissue: Spiral over copper strands and control cores.
Outer Jacket: XLPE, blue, brown.
skills requirement
1. Inner tube hardness: Shore 90-95.
2. The maximum long-term working temperature of the conductor: 125℃.
3. The minimum bending radius of the cable: ≥6×OD.
4. Outer Jacket hardness: Shore 85±5.
Cable Datas:
NOMINAL Section mm²
DRIVER NO./ DIA. Hmm
NOMINAL Jacket THICK.mm
WRAP THICK. mm
Cable OD DIA. mm
CONDUCTOR
CONTROL WIRE
INNER DIA.×
NOMINAL Section mm²
NO. OF Wire
THICK. mm
70
3486/0.16
2
0.1
21.3
8×1.5
0.75
2
60
2986/0.16
2
0.1
21.3
8×1.5
0.75
2
56
2787/0.16
2
0.1
20.5
8×1.5
0.75
2
52
2588/0.16
2
0.1
20.5
8×1.5
0.75
2
50
2489/0.16
2.0
0.1
20.5
8×1.5
0.75
2
35
1742/0.16
2
0.1
19.4
8×1.5
0.75
2
30
1493/0.16
2
0.1
17.8
7×1.4
0.75
2
25
1244/0.16
1.7
0.1
15.5
6×1.1
0.75
2
16
798/0.16
1.7
0.1
14.7
6×1.1
0.75
2
10
504/0.16
1.5
0.1
14
6×1.1
0.75
2
70
3486/0.16
2
0.1
21.3
8×1.5
0.5
2
65
3234/0.16
2
0.1
21.3
8×1.5
0.5
2
56
2787/0.16
2
0.1
20.5
8×1.5
0.5
2
52
2588/0.16
2
0.1
20.5
8×1.5
0.5
2
50
2489/0.16
2
0.1
20.5
8×1.5
0.5
2
45
2240/0.16
2
0.1
20.5
8×1.5
0.5
2
35
1742/0.16
2.0
0.1
19.4
8×1.5
0.5
2
30
1493/0.16
2
0.1
17.8
7×1.4
0.5
2
25
1244/0.16
1.7
0.1
15.5
6×1.1
0.5
2
16
798/0.16
1.7
0.1
14.7
6×1.1
0.5
2
14
700/0.16
1.7
0.1
16.4
7×1.4
0.5
2
13
647/0.16
1.7
0.1
14
6×1.1
0.5
2
10
498/0.16
1.5
0.1
14
6×1.1
0.5
2
70
3486/0.16
2
0.1
21.3
8×1.5
0.3
2
60
2986/0.16
2
0.1
21.3
8×1.5
0.3
2
56
2787/0.16
2
0.1
20.5
8×1.5
0.3
2
52
2588/0.16
2
0.1
20.5
8×1.5
0.3
2
50
2489/0.16
2
0.1
20.5
8×1.5
0.3
2
35
1742/0.16
2
0.1
19.4
8×1.5
0.3
2
30
1493/0.16
2
0.1
17.8
7×1.4
0.3
2
25
1244/0.16
1.7
0.1
15.5
6×1.1
0.3
2
16
798/0.16
1.7
0.1
14.7
6×1.1
0.3
2
14
700/0.16
1.7
0.1
16.4
7×1.4
0.3
2
13
647/0.16
1.7
0.1
14
6×1.1
0.3
2
10
498/0.16
1.5
0.1
14
6×1.1
0.3
2
Cable Photos:



RELATED PRODUCTS




CATEGORIES
LATEST NEWS
CONTACT US
Contact: Richard Li
Phone: 0086-13396732591
Tel: 0086-13396732591
Email: richard@handwecable.com
Add: Floor 5, No. 137-138, Lane No. 456, Dieqiao Road,Pudong New District, Shanghai, China
 +8613396732591
+8613396732591 +8613396732591
+8613396732591 Handwe Industry
Handwe Industry Handwe Industry
Handwe Industry